Laminate Tooling
Introduction to Epoxy
Laminating Systems
Ideal for working on larger projects, a typical 'fiberglass layup' is a popular process for those who need a large, strong, and lightweight tool.
Epoxy Laminating Systems
Since mass casting methods are only practical for smaller tools, because of factors such as weight, cost, and shrink, epoxy fiberglass layups are much more common to construct larger tools and molds.
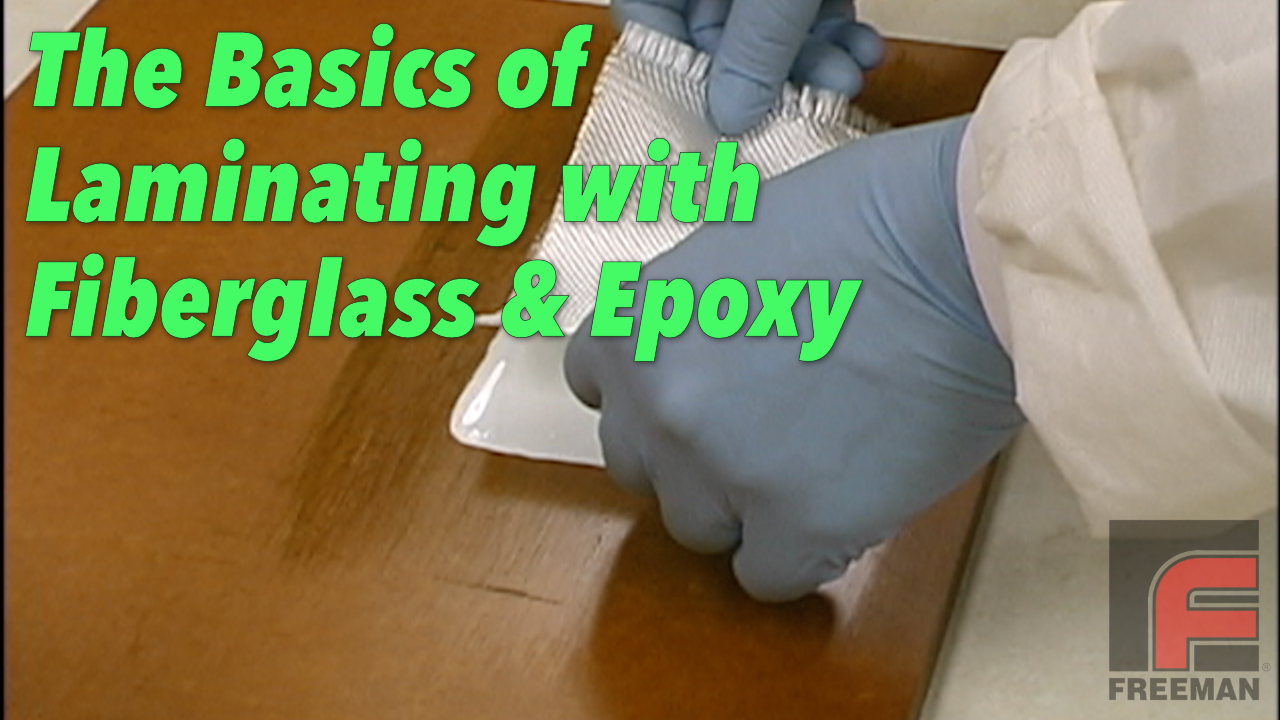
We’re going to demonstrate a very basic layup, using our Freeman 705 epoxy surface coat and Freeman 605 laminating resin to construct a simple, rectangular layup on a flat board. The basic principles shown here will apply to nearly all epoxy fiberglass layups, regardless of their size and complexity.
Our board has already been treated with Freeman Wax Release and PVA Mold Release. For proper application procedure, please refer to our other video on this subject.
Applying The Surface Coat layer
We begin with our application of the surface coat directly on our part. We are applying this with a white bristle throwaway brush whose bristles have been cut in half in order to create a stiffer brush. Notice we aren’t applying this like paint, but rather we are flowing it on, creating a layer of material between 1/32 and 1/16 of an inch thick.
These materials do get hot when they cure, so we are careful to avoid large puddles of material.
Normally, you’ll want to apply two surface coat layers to make sure your part is covered with at least 1/16 of an inch of material. This is especially important when you are working on vertical surfaces. Plus, you will want the surface coat layer thick enough in case you need to perform any touch up work later. If a layer of surface coat is too thin this may expose the fiberglass cloth underneath if any repair work needs to be complete on the tool face.
The almost tack-free state
Before applying each additional layer of surface coat, our goal is to reach an almost tack-free state. This is the point where no material comes off on our glove, yet our finger does leave an indentation in the material itself…as shown here.
The reason for this is we’re setting up for the next layer of material. You want the first layer to be hard enough that the second surface coat does not push thru the initial layer, but is not fully cured so good adhesion is obtained between the two layers.
Earlier, we had tested the material and found the epoxy to still be too tacky – notice the material coming off the part and onto the glove.
Applying The First Layer of Fiberglass Cloth and Laminating Resin
Before applying the laminating resin, we cut our fiberglass cloth to the correct width and length using standard scissors.
Of course, we also need to mix our laminating resin. Since this is an uneven ratio material, we followed that procedure. For more information, please refer to our other videos on weighing and mixing materials.
With our surface coat having again reached the almost tack-free state, we are ready to apply the layers of fiberglass cloth and laminating resin.
We are using two brushes. The cut brush will be used to apply the cloth.
And here you see the long brush being used to apply the liquid material. This material is a little thinner than the surface coat and again, we are flowing this on to obtain a uniform wetting of the tool surface.
Finally, we set the first layer of fiberglass cloth over the resin and we use the cut brush to bring the resin through the cloth. We are applying just enough pressure to get it through, but not too much to disturb the surface cost underneath.
Applying Additional layers of Fiberglass Cloth and Laminating Resin
We can apply additional layers of cloth and resin as quickly as we can, noting the gel time of the resin. When we brush out each layer, we are careful not to stretch out the cloth, which could warp our tool.
We can apply up to 12 layers or about 1/4 inch of material onto our part in one session. After 12 layers, we must allow the heat to dissipate before applying another session of up to 12 layers. Otherwise, the excessive heat from the laminating resin may warp our tool.
For additional sessions, we would need to prepare the surface for the first laminating adhesion layer. One way is to wash off the tool as it will feel a little greasy and then sand it a little. Another way is to take cotton flock and sprinkle it over the last layer before we go, then the next morning we would blow off the excess and then start applying the resin.
Demolding
To demold our tool, we are simply wedging a putty knife under the tool and gently lift. Notice the PVA film that we had applied to the board before the surface cost. Most of this film can be peeled off with your fingers and since the PVA is water soluable, you can wash off the rest to finish your tool.
Building a Fiberglass
Laminate Mold
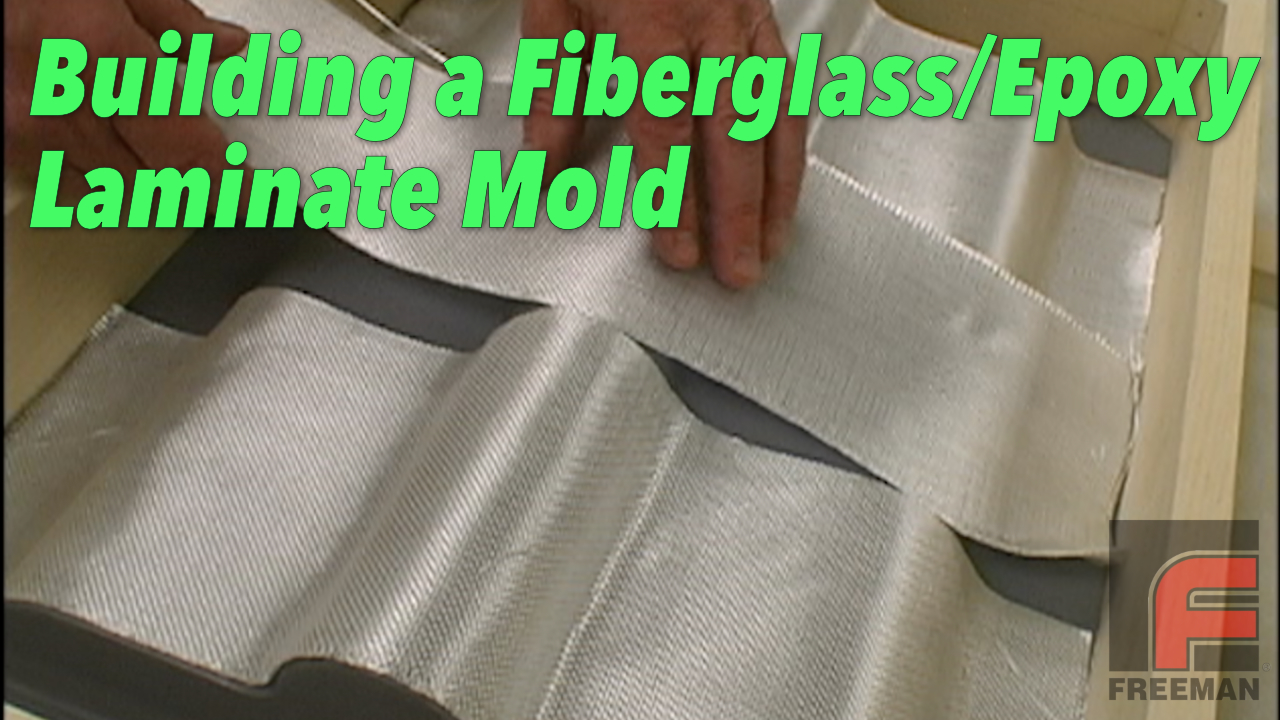
Here we apply the techniques from the previous video plus some more advanced techniques to create a more complex epoxy fiberglass laminate tool.
Building a Fiberglass Laminate Mold
Coming Soon
Vacuum Bagging
a Composite Part
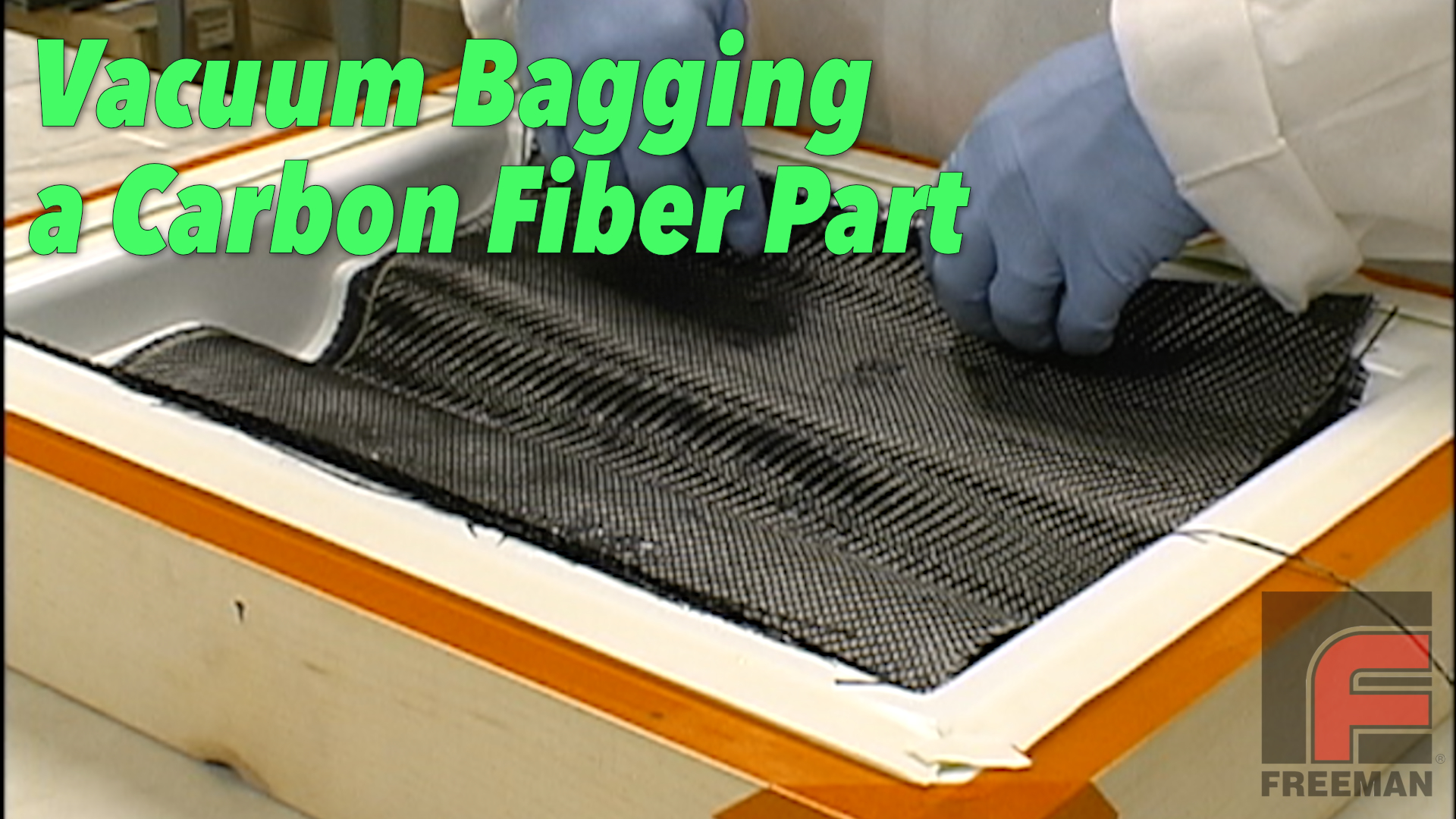
Using the fiberglass mold created earlier, we demonstrate the vacuum bagging process by forming a carbon fiber part.
Vacuum Bagging a Composite Part
Coming soon.
Paste Laminating
Systems
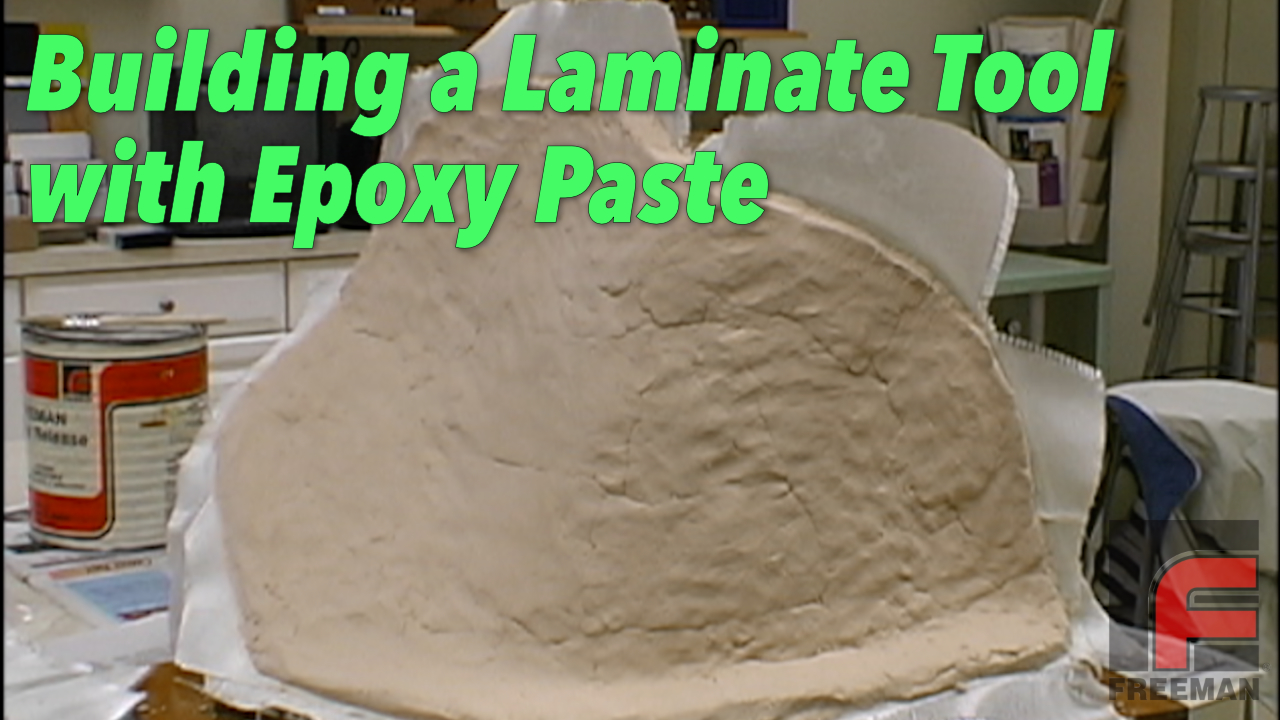
This process is for working on medium to large projects, this is a labor-saving process for those who need a large, strong tool in the least amount of time possible. This video also demonstrates three-part mold construction.
Featured Products
- PL266 Thermo-Stable Sheet Wax
- Freeman 705 Epoxy Surface Coat
- Freeman 605 Epoxy Laminating Resin
- White-Bristle Throwaway Brush
- Specialty Tooling Pastes & Resin Systems
- Fiberglass Reinforcements
- Freeman Wood & Plaster Sealer
- Freeman Wax Release
- Partall Film #10
- Mixing Cups & Paddles
- Wood Mixing Paddles
Paste Laminating Systems
Paste Laminating is a tooling process designed to lessen the considerable time it takes to lay up medium-sized tool without sacrificing strength or stability.
Those who have followed the epoxy laminating system to lay up a dozen or more layers of fiberglass cloth have experienced the biggest drawback of that system, which is time. In this process, you apply a 1/2 inch thick layer of paste laminate material, such as our Freeman 1020, between layers of fiberglass cloth, creating a very strong, yet lightweight tool in much less time.
This project is going to be a three-part mold with curved parting lines. To form the parting lines, we’re using Freeman’s 3/8 inch high temperature sheet wax. We’ve chosen the 266 series high temperature wax instead of our 165 series lower temperature wax because it is much easier to bend and flex by hand. We are adhering the wax strips with Plast-Econ modeling clay.
After sealing the sheet wax with Freeman Wood & Plaster Sealer, we are applying PVA and wax release to the entire part. For proper sealing and releasing procedures, please see our other video on this topic.
The first step of the paste laminating system involves applying two layers of surface coat such as our Freeman 705, with a cut brush. As always, we wait for the material to reach the almost tack-free state before applying additional layers.
The next step is applying three layers of laminating resin and fiberglass cloth, much as you would in a typical epoxy layup. Since we devote an entire video to epoxy laminating systems, we won’t repeat those instructions here.
After three layers, you are now ready for the paste laminate material. We are opening our packages of Freeman 1020 on a plastic covered table. Since each gallon kit will cover about 420 square inches, we know this project will require more than one gallon kit. So we begin by mixing the entire bags together without having to weigh the material. When we require less than one full kit of material, we will weigh the material using 100 parts resin to 33 parts hardener.
This material is easy to mix by hand. The goal is to mix until the material until it reaches a uniform color.
If you mix the paste laminate material too much, it will become very sticky, which will make it more difficult to apply.
Next, using a rolling pin, we roll our material on a plastic-covered piece of wood, which has been specifically built with a half inch clearance in the middle.
With our material now rolled out to a uniform 1/2 inch patty, we cut the material into strips for easier handling and apply the paste to the back of our tool.
Since most projects aren’t exactly rectangular, you may have to cut the material into smaller pieces to fit into small corners and gaps.
Here is our finished application of the paste laminate. We are now ready for our final three layers of fiberglass cloth, beginning with our laminating resin. You do not have to wait until the paste laminate hardens before applying the final layers of fiberglass cloth.
Notice how we are starting at one end of the part and working our way to the other end. This not only allows us to keep track of where we’ve applied our material, but it also helps us recognize which side should reach the almost tack-free state first.
Our first part is now complete and ready to cure overnight. If we had been following the epoxy laminating system, we would still be laying up our maximum of 12 layers of fiberglass cloth per day and then have to finish up the part tomorrow to add the additional layers required to build a strong tool.
Day Two: After 16 to 18 hours, we are ready to create the second part of our mold.
We begin by removing the sheet wax that formed our parting line. Then, using a razor knife, we clean up the edges of our fiberglass layup.
To clean up the clay that was used to attach the sheet wax, we use a fillet shaper tool to scrape the clay and a rag wipe off the remainder.
Next, we attach new pieces of sheet wax to complete the second parting line. Again, we’re using Plast-Econ modeling clay to adhere the wax and our fillet shaper tool to clean off the excess.
After applying the Wood and Plaster Sealer to the sheet wax, we cover the ends of the first part of our mold with masking tape. This is done to prevent the any of the new material from accidentally seeping into the edges of the first part and therefore locking the two parts together.
Finally, we apply our two coats of Wax Release, two coats of PVA and our last layer of wax release. Our wax release will also dissolve some of the excess clay that we hadn’t removed earlier.
The remainder of our paste laminating is exactly as we did the day before, applying two layers of surface coat, three layers of Fiberglass cloth, our 1/2” thick layer of paste laminate, and finally our last three layers of fiberglass cloth.
On the third day, we created our third part just as we did parts one and two and here on the fourth day, our tool is complete and we’re ready to demold. Notice the makeshift stands that we’ve attached to the outside using our Tuf-Fil. This is so we can later turn the tool upside down.
Before we demold, we are drilling holes through the lips of our mold to ensure perfect alignment of our three parts later. We are inserting brass dowels into the holes.
Here we are placing wedges at the parting lines and tapping them with a hammer. Because we followed the proper sealing and releasing procedures, we are able to demold each part cleanly.
Notice the green PVA mold release on our tool, which can be easily peeled off and washed off with a damp rag.
Since we drilled the alignment pins before demolding, we are ensured perfect alighment when reassembling our tool.
Here you see a sideview of the paste laminate. Again, had we created this tool using the epoxy laminating system, it would have taken many more hours, plus an extra three days to create a mold this rigid and strong.
For even less working time, you may forgo the fiberglass layup steps, especially for smaller or less demanding projects. Freeman also offers Freeman 1030, a new lightweight urethane paste material that can be applied with a paddle rather than being rolled out.
The Repro
Laminating System

Ideal for working on medium-sized projects, this process is easier, faster, and more economical than the epoxy laminating system.
The Repro Laminating System
Repro Surface Coat and Laminating Resins are a popular choice among our customers who are making a medium-sized tool and don’t need the strength of an epoxy.
To demonstrate working with a Repro surface coat and laminating resin system, we will create a tool based on this part. The frame is made of pine wood and the entire part has been treated with one coat of Freeman Wax Release and one coat of PVA mold release. For proper application procedure, please refer to our other video on this subject.
Our Repro Surface Coat and Laminating Resin system has several advantage over using an epoxy, such as the easy 1 to 1 mix ratio, the lower cost, and the shorter gel times allow an entire tool to be created in 75 minutes, as opposed to overnight. Also, by using fiberglass strand instead of cloth, it is easier to fit the tool around intricate parts.
Applying Repro Surface Coat
The Repro Surface Coat starts out thinner than an epoxy, so we want to start out by covering the areas of our part with the highest detail and the corners.
If the viscosity was too thin, such as for applying material on vertical walls, we would wait a bit and it will thicken up.
We will be applying two layers of surface coat, so we’re not as worried about getting everything the first time around.
We’re not worried about excessive build-up (as in epoxy) because Repro doesn’t produce a lot of heat.
After three minutes, notice how the liquid is already thickening up, making it easier to apply to vertical surfaces.
The gel time is determined by what point the material is so thick that it will no longer self-level.
The almost tack-free state will occur in about 15-20 minutes, and then we are ready for the second coat.
Again, we started on the areas requiring the highest detail. We can also apply this layer more liberally.
Apply Laminating Resin and Fiberglass Strand
With our surface coat again at an almost tack-free state, we’re mixing up a small amount of our laminating resin. Then we apply one coat directly on top of the surface coat to act as an adhesion layer.
Next, we’re ready to mix the laminating resin with the fiberglass strand. First, we mix the two sides of the laminating resin like any other 1:1 ratio liquid tooling material. Then we pour the mixture into a larger cup and begin adding the chopped fiber.
We can make this as wet or dry as we like. The drier you make it, the lower the resin content, which will lessen both the heat and the shrinkage. However, we’ll want make sure these enough resin so it is still sticky.
Here we have our finished “dough-like” material. The top of our tool is still wet from our adhesion layer as we begin to apply it everywhere. We work it into the smaller areas with a paint paddle.
There will be more material used here than with an epoxy layup, so we can expect a little more shrink, but it is will more controllable and uses a lot less material than a mass cast – which is why mass cast parts are usually used only for smaller parts.
As we progress, it may be difficult to see exactly how thick our tool is. We want 1/4 to 3/16 of an inch. Notice how much easier it is to apply this thick of material than it is if we were using numerous layers of fiberglass cloth – this is one of the primary advantages of Repro Surface Coat and Laminating Resin.
As our mixture starts to dry, it is even easier to work with. We can even form it with our hand.
Demolding
Here we are unscrewing the backside of our mold. Then, after turning the mold back over, we gently tap four wedges to begin separating our tool. It is important to lift the tool evenly. If you lift from an angle, we may create a negative draft, which we don’t want.
Once the tool is removed, we have to remove the PVA mold release by dampening a cloth and wiping off the entire surface of our tool.
Glove Molding
Systems

Ideal for working on medium and large projects, this process involves creating a thin layer of flexible material and backing it up with a stronger, rigid material.
Glove Molding Systems
Glove molding is a process where we form a thin layer of flexible material over our model, and then back it up with a stronger, rigid material. The flexible layer enables easy demolding of cast parts while the rigid material increases the mold’s strength, durability, and accuracy. This process uses less material than mass casting resulting in a lighter mold, and can be applied to vertical surfaces.
In this video, we’re going to demonstrate the classic application of the process, and then demonstrate an alternative process for highly detailed parts.
With our model attached to the mold board, we begin by applying our Freeman wax release, and then applying our PVA mold release. Please refer to our separate video on proper model preparation procedures.
Next we screw the wooden frame onto our mold board.
Once everything is in place, it is time to mix our Freeman 1035T urethane rubber material. This material has a 1 to 1 mix ratio by volume, and 80 to 100 mix ratio by weight, so we are scooping 200 grams of part B, zeroing out the scale, and then pouring 160 grams of part A on top of the part B. To avoid an unnecessary mess, we usually recommend adding the thicker material first, which in this case is part B, and then adding the thinner material on top.
Here you see us mixing the two parts together. For proper preparation of liquid tooling materials, please see our other video on this topic.
We begin applying the 1035T onto our part with a small brush that has been cut to create a pointed end. We are making this layer as thin as possible to minimize air entrapment.
One of the advantages of using this material is that it can be applied on a vertical wall. Notice how the material doesn’t move at all.
Here’s what the completed first application looks like.
After 45 minutes, we test the material to determine if it has reached the almost tack-free stage. For more information on the almost tack-free stage, please see our video on the epoxy laminating system.
We are now ready to apply our second coat. This layer will not be as thin as the first, but we aren’t yet concerned with building up thickness. While our detail is mostly established, we are still careful not to entrap air.
Here you see the application of third layer. Now, with each successive layer, we are applying the material thicker because the surface of our tool is gradually evening out, allowing us to be less concerned with air entrapment and more focused on speed and material thickness.
Finally, our fourth and final coat is applied. This last layer is our thickest, yet it is the easiest and quickest to apply.
Here is our completed application of our glove layer using Freeman 1035T.
Day Two
The following day, we are using our Freeman fillet shaper tool to separate the glove layer from the frame. Next, we remove the screws on the bottom of the mold board and then remove the frame so we can easily cut the edges of the glove layer with a knife.
This step is really useful because it prevents our next layer of rigid material from pinching the glove layer between it and the mold frame.
Next, we scrape and then lightly sand the mold frame to remove any excess material.
Then we apply a layer of wax release to the glove layer. Here, no buffing is required because we aren’t as concerned with what the surface of the backup layer looks like. We are just concerned with getting 100% coverage of wax to allow for easy release between the glove layer and the backup layer.
As we reassemble the mold frame, notice the tight fit, demonstrating the low shrinkage of this material.
For our backing material, we’ve chosen Freeman 1030, a lightweight urethane paste material that has a 1 to 3 mix ratio by volume, and 41 to 100 mix ratio by weight. When we open the B side, we notice a little separation has occurred, so we lightly stir it until it reaches a uniform consistency and then measure 300 grams.
After shaking the A side a little, we add 123 grams and mix the two parts together. Again, we added the b side first because it is thicker.
We are now ready to apply our backing material. Freeman 1030 has a consistency a lot like peanut butter making it very easy to apply. Since it has only 9 minutes of working time, it is recommended that you mix smaller cups of material and apply them one at a time as shown in this demonstration.
Notice the color change as the material begins to cure. The thicker areas will set up quicker than the thinner areas.
Here we are applying our second cup of material on top of the first. This new material will bond with the material from the first cup without sacrificing strength.
The corners and the vertical walls are the most difficult areas on which to apply to get a nice thick layer of material.
Here is what the finished application of our backup layer looks like.
Day Three
The following day, we are removing the screws from the mold board, and then placing wedges between the mold board and the mold frame.
Notice how the backing layer is still attached to the frame while our glove layer remains over our model.
It is a good idea to mark one side of the glove mold and the matching side of the frame. This allows for quick and easy alignment of the two pieces later.
Next we peel the glove layer off of our model.
This also illustrates why we don’t need any additional registration to properly align the two pieces. The irregularity of our parting line will provide a natural locking mechanism.
Finally, we wash off the PVA with water or a damp rag and the mold is now ready for pouring plaster or urethane to create many accurate, easily demoldable parts.
Alternative
Following the exact steps of the glove molding process will work for many medium-sized projects. Here is an example of a glove mold using Rhodia’s VRM-65, a brushable silicone rubber, and Repro Laminaing Resin mixed with fiberglass strand as the backup material. Silicone, while being more expensive, is often preferred by those who require a very easy part release because silicone doesn’t require any release agents.
However, the typical glove molding process might not work as well for very intricately detailed models, such as our previous model, which demonstrates the shortcomings of this process. Since a thick material is being applied to such an irregular surface, air entrapment is almost unavoidable, resulting in minor defects as shown here.
To demonstrate a solution to this problem, we’ve gone back and added an additional step, one that is only necessary for highly detailed models.
Before applying our thixotropic layer, this time we will add two thin layers of our regular Freeman 1035, a much thinner material primarily used for mass casting flexible parts and molds.
This material mixes at a one to one ratio by weight or volume. For this example, we’re mixing 75 grams of each side into a cup, and then applying a thin coat to our model.
Notice how the material puddles just a little bit in the deeper areas, which is usually where the air entrapment occurs. Using an airhose to push air over a layer may also help prevent bubbles from forming underneath.
The material will thicken gradually over the gel time. After about 20 minutes is the ideal time to apply the urethane to noncritical areas and vertical walls
Here is what the completed first application of Freeman 1035 looks like.
Once the almost tack-free state is reached, the second layer proceeds exactly like the first.
We now have a very thin layer of material over our model, creating a smoother working surface and lessening the possibility of air entrapment as we proceed to the Freeman 1035T to complete the glove layer.
From this point, everything proceeds exactly as in our earlier demonstration, with several layers of Freeman 1035T to complete the glove layer, an overnight cure, and then the application of Freeman 1030 to produce our backing layer.
On the third day, we are ready to view the results of our extra effort.
Again, we mark the tool and frame, and then we reveal our tool.
You can see the differences in color between the 1035 and 1035T. Notice how the 1035 is predominant in the areas where air entrapment occurred in our earlier mold. Our new mold virtually defect free, making the added working time worthwhile.
